�Ƚ�����ԭ��
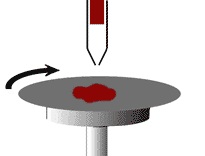
| һ�����͵��Ƚ����̰����ν�,������ת�Լ�����(�ܼ��ӷ�)�������衣�ν���һ���ѹ�̽���ע����Ƭ�����ϣ�������ת�ѹ�̽���չ����Ƭ���γɲ��㣬������һ����ȥ�����ж�����ܼ������ֳ��õĵν���ʽ�Ǿ�̬�ν��Ͷ�̬�ν��� ��̬�ν����Ǽذѹ�̽���ע����ֹ�Ļ�Ƭ��������ģ��ν���Ϊ1-10ml���ȡ��ν��Ķ���Ӧ���ݹ�̽���ճ�Ⱥͻ�Ƭ�Ĵ�С��ȷ����ճ�ȱȽϸߺ�/���Ƭ�Ƚϴ�������Ҫ�ν϶�Ľ����Ա�֤�ڸ�����ת��������Ƭ�϶�Ϳ��������̬�ν���ʽ���ڻ�Ƭ���٣�ͨ����500ת/�����ң���ת��ͬʱ���еν�������̬�����������ù�̽������ڻ�Ƭ����չ�������ٹ�̽����˷ѣ����ö�̬�ν�����Ҫ�ܶ��̽�������ʪ����չ���ǣ�������Ƭ���档�����ǵ���̽����Ƭ������ʪ�Բ��õ�����£���̬�ν��������ã����������� |
 |
�ν�֮����һ���Ǹ�����ת��ʹ��̽���䱡�ﵽ����Ҫ���Ĥ������ε�ת��һ����1500-6000ת/�֣�ת�ٵ�ѡ��ͬ��Ҫ����̽������ܣ�����ճ�ȣ��ܼ��ӷ��ٶȣ����庬���Լ����������ȣ��Լ���Ƭ�Ĵ�С��������ת��ʱ����Դ�10�뵽�����ӡ��Ƚ���ת���Լ��Ƚ�ʱ�������ܾ������ս�Ĥ�ĺ�ȡ�
һ����˵���Ƚ�ת�ٿ죬ʱ�䳤��Ĥ��ͱ���Ӱ���Ƚ����̵Ŀɱ����غܶ࣬��Щ�������Ƚ�ʱ���������������ƽ�⡣������ø����Ƚ��������㹻��ʱ�䣬�����Ӱ�����شﵽƽ�⡣
�Ƚ�����������Ҫ��һ�����ؾ��ǿ��ظ��ԡ�ϸ�Ĺ��ղ����仯�������Ĥ���Ծ�IJ��죬�����һЩ�ɱ�����ؽ��з�����
��ת�ٶ�
| �Ƚ�ת�����Ƚ�����������Ҫ�����ء���Ƭ��ת�٣�rpm������Ӱ�쵽�����ڹ�̽��������������һ���ϵ�������Ż�Ƭ��������������Ķ��ͻ�Ƭ�����������˶��ٶȡ���̽�������Ĥ��ͨ�������Ƚ�ת���������������ڸ�����ת����Σ�ת�١�50rpm����С�仯�����������Ĥ�����10%��ƫ� |
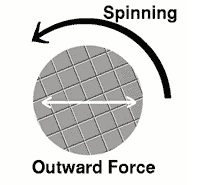 |
Ĥ���ںܴ�̶�����������Һ���̽��ϩp����Ƭ��Ե�ļ�������Ӱ���̽�ճ�ȵĸ���ܼ��ӷ�������֮��ƽ��Ľ�������Ź�̽����ܼ����ϻӷ���ճ��Խ��Խ��ֱ����Ƭ��ת�����ڹ�̽���������������ʹ��̽��ڻ�Ƭ�����ƶ�����������ϣ���Ĥ��Ȳ������Ƚ�ʱ���ӳ����䱡������Cee®�Ƚ������Ҫ�������̷�Χ������ѡ���ĸ��ٶ��Ƚ�ת��ƫ����ڡ�1rpm����ͨ��ʵ��ƫ���ǡ�0.2rpm�����ң����еĿ��Ƴ����ת����ʾ�ķֱ���������1rpm��
���ٶ�
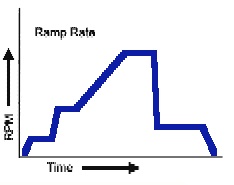
�Ƚ������л�Ƭ�ļ��ٶ�Ҳ��Խ�Ĥ�����ܲ���Ӱ�졣��Ϊ�ڻ�Ƭ��ת�ĵ�һ�Σ���̽��Ϳ�ʼ����ܼ��ӷ����ˡ����Ծ�ȷ���Ƽ��ٶȺ���Ҫ����һЩ�Ƚ������У���̽���50%���ܼ������Ƚ����̿�ʼ�ļ������ڻӷ����ˡ����Ѿ������ͼ�εĻ�Ƭ���Ƚ������ٶȶԽ�Ĥ����ͬ������Ҫ���á�����������£���Ƭ���Ѿ���ǰ�湤���������ľ�ϸͼ�Ρ���ˣ��������Ļ�Ƭ�ϴ�Խ��Щͼ�ξ���Ϳ������Ҫ�ġ��Ƚ��������ǶԹ�̽���������������ǡǡ�Ǽ��ٶȶԹ�̽�����Ť����twisting force��,���Ť��ʹ��̽�������ͼ�ε���Χɢ���������Ϳ�������һ�ַ�ʽ�ù�̽����ǻ�Ƭ����ͼ�εIJ��֡�Cee®�Ƚ����ļ��ٶȿ����趨������1rpm/�롣�ڲ���ʱ�����������Ծ�����٣�����٣������յ��Ƚ��ٶȡ�
�ŷ�
| �����Ƚ������й�̽��ĸ����ٶȲ���ȡ���ڹ�̽����������ʣ��������ܼ���ϵ�Ļӷ��ԣ������һ�ȡ�����Ƚ������л�Ƭ��Χ�Ŀ���״����һ��ʪ���ڸ����з�����Ӹɵÿ죬���ڳ�ʪ���������¸ɵ�������̽��ĸ����ٶ�������ƣ�Ҳ����Χ����������Ӱ�졣��Ҷ�֪����������¶ȡ�ʪ�����������ضԾ�����Ĥ��������Ҫ�����á��Ƚ���ʱ��С��Ƭ����Ŀ������������Լ���������������������turbulence�����������ٱ����ȶ�Ҳ��ʮ����Ҫ�ġ�����Cee®�Ƚ�̨�����á��ܱ��롱��ơ������ܱ���ʵ���ϲ�����ȫ��һ���ܲ����Ļ��������Ƚ��������ŷ������ú�С������ͨ������λ���Ƚ�̨��תͷ�����̣�����ĵײ�����������ϣ��ŷ��ֳ�Ϊһ���ŷ�ϵͳ��ͨ�����Դﵽ��С��ϣ���е����������Ŀ�ġ����ϵͳ���������Ե��ŵ㣺�Ƚ�ʱ��̽��ĸ����ٶ������Ի���ʪ�ȵ�������С������ܼ��ӷ������ʽ��������ĺô��ǽ���Ĥ������Ժá��Ƚ�ʱ���ڹ�̽���˦���Ƭ��Ե��ͬʱ�������ܼ��ӷ�����̽�Ҳͬʱ���Ը����������ɹ�̽�Ĥ���ؾ����ȡ���Ϊ��̽���ճ�����Ƭ���ĵ���Ե�ľ��뷢���˱仯��ͨ�������ܼ��ӷ��ٶȾ��п���ʹ������Ƭ�����Ϲ�̽���ճ�ȱ��ֱȽϺ㶨 |
 | ��
�����ٶ��Լ�������ص�����Ĥ��Ҳ�ܵ�����ʪ�ȵ�Ӱ��,���ʪ�Ƚ��������ٷֵ�ı仯ȴ�����Ĥ��ܴ�ı仯����һ�����ܱ��롱���Ƚ�����̽����ܼ��ӷ������������������ڣ������ڸ��˽�С��ʪ�ȱ仯����ɵ�Ӱ�졣���Ƚ����̽�����ʱ���ŷ���ȡ����Ƭ�����ֳ���ŷ磬�ž��ܼ�������
���ܱ��롱��Ƶ���һ���ŵ��ǽ�Ĥ�����Ի�Ƭ��Χ�������ı仯�������Խ��͡�����˵����һ���д����Եľ������ڣ�����һ�����϶��µ��ȶ��Ŀ�����ֱ�����������ٴ�Լÿ����100Ӣ�ߣ��൱��30��/�֣����ж�������Ӱ����ɿ������ľֲ��������������������Ŷ�����������������eddy current����
��������С�仯��������������ľ��Ҹı䡣��һ������⻬�ĸ��Ӱѡ��롱�����������������ڲ�����Ա�������豸�Ĵ��ڶ���ɵĻ����仯���������Ŷ�.
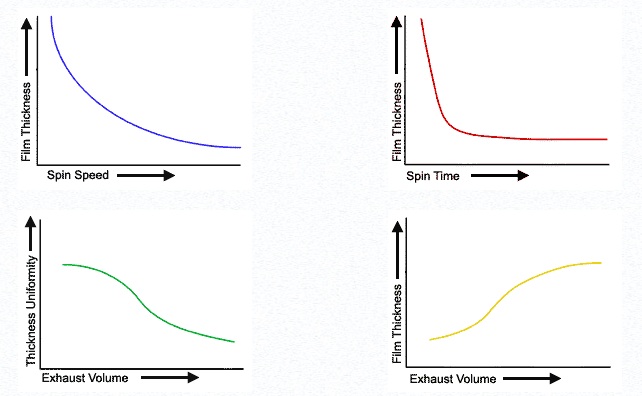
�Ƚ���������ͼ��
��������ͼ�����˸��ֹ��̲������Ƚ����Ӱ���һ�����ơ��ʹ������̽����ԣ�����Ĥ�����Ƚ��ٶȺ��Ƚ�ʱ��ɷ��ȡ�����ŷ���̫�����ڿ����Ŷ�����������ɽ�Ĥ�IJ����ȸ����Ĥ�������ŷ�����һ���̶��ϳ����ȡ�
�Ƚ����ճ������⣺
Ϳ�����
|
Spin speed too high |
Select lower speed |
|
Spin time too long |
Decrease time during high speed step |
|
Inappropriate choice of resin material |
Contact resin manufacturer |
Ϳ�����
|
Spin speed too low |
Select higher speed |
|
Spin time too short |
Increase time during high speed step |
|
Exhaust volume too high |
Adjust exhaust lid or house exhaust damper |
|
Inappropriate choice of resin material |
Contact resin manufacturer |
|
|
�����������
�ν�ʱ���д�������
����������������� |
|
|
����״����
��Һ�����ٶȹ���
�豸�����ٶȹ���
��Ϳ��ǰ��ֹʱ�����
�Ƚ���ת�ٻ���ٶ����ù���
Ƭ�ӱ�Ƭ����С����
������� |
|
|
��������ͼ��
�豸�����ٶȹ���
�罺ʱ��Һƫ��ĵ�����
��ͼʱ�����
���ٶȹ��� | |
 |
|
�����������
�ν�ʱ���д�������
����������������� |
|
|
����״����
��Һ�����ٶȹ���
�豸�����ٶȹ���
��Ϳ��ǰ��ֹʱ�����
�Ƚ���ת�ٻ���ٶ����ù���
Ƭ�ӱ�Ƭ����С����
������� |
|
|
��������ͼ��
�豸�����ٶȹ���
�罺ʱ��Һƫ��ĵ�����
��ͼʱ�����
���ٶȹ��� |
|
|
����Բ��
�����ʵ�����,
����ƫ��ĵ����� |
|
|
��ҺδͿ���ĵ�
����������
�����ʵ��Ƚ����ٶ� | |
 | |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Poor reproducibility
|
Variable exhaust or ambient conditions |
Adjust exhaust lid to fully closed |
|
Substrate not centered properly |
Center substrate before operation |
|
Insufficient dispense volume |
Increase dispense volume |
|
Inappropriate application of resin material |
Contact resin manufacturer |
|
Unstable balance in speed / time parameters |
Increase speed / decrease time or visa versa |
Poor film quality
|
Exhaust volume too high |
Adjust exhaust lid or house exhaust damper |
|
Acceleration too high |
Select lower acceleration |
|
Unstable balance in speed / time parameters |
Increase speed / decrease time or visa versa |
|
Insufficient dispense volume |
Increase dispense volume |
|
Inappropriate application of resin material |
Contact resin manufacturer |
|